Labor shortages and skill gaps continue to challenge food manufacturers across the industry. As experienced operators become harder to find and retain, many facilities are forced to rely on smaller teams to maintain production, often at the expense of consistency, efficiency, and safety. Automated ingredient…
Read More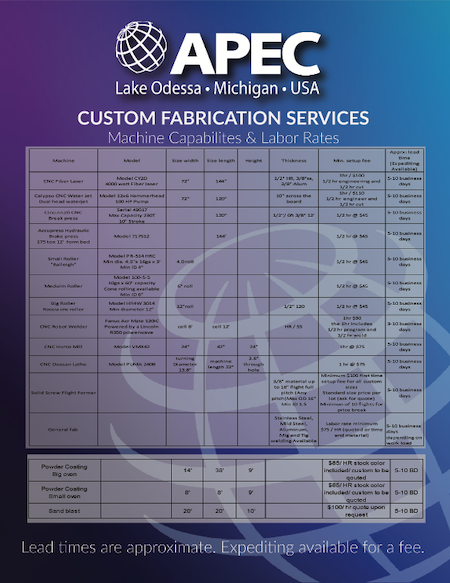
Custom Fabrication Services
View Now