Enzymes essentially speed up chemical reactions, including metabolic reactions. There are many different types of enzymes, and many different ways to apply them to animal feed. They may be added in liquid or dry form, and the ideal application process depends on the type of feed, the manufacturing process, and more. In this blog post, we’ll discuss a few common questions, problems and solutions in enzyme applications for animal feed. This makes animal feed enzymes an important consideration for manufacturers looking to improve feed performance, application accuracy and processing consistency.
What Are Animal Feed Enzymes?
Animal feed enzymes are proteins used to support chemical reactions during digestion or feed processing. In animal feed, enzymes may help animals break down nutrients more efficiently, reduce waste and support more effective nutrient absorption.
Enzymes can be applied in dry or liquid form, and the right application method depends on the feed type, manufacturing process, enzyme characteristics and application equipment.
How Do Enzymes Work?
There are many different types of enzymes, and these useful proteins are now used in a wide range of agricultural and industrial processes. We add different enzymes to different applications to speed up chemical reactions, such as enzymes in laundry detergent to break down stains or enzymes to pre-treat biofuels, but many enzymes are also naturally-occurring, such as those used in digestion.
How Do Enzymes in Animal Feed Work?
Enzymes in animal feed increase the rate at which animals can break down and absorb fats and nutrients. This means the animal can grow faster with fewer nutritional additives and less waste. Phytase, which aids in phosphorus absorption, is particularly important in reducing phosphorus pollution. Phosphorus pollution is a common, negative effect of industrial agriculture which contaminates waterways and creates marine dead zones. Because of this, animal feed enzymes are often used to support nutrient availability and reduce waste in feed production.
How Are Animal Feed Enzymes Applied?
As previously mentioned, enzymes may be applied in either dry or liquid forms. In dry forms, this might include powder or granulates. These may be added directly to the feed during the mixing process or added as a powder coating post-pelleting. In liquid forms, the enzyme may be diluted in an oil-based or water-based solution, and then applied as a liquid coating over the feed post-pelleting. Choosing the right method for enzyme applications for animal feed depends on whether the enzyme is added before or after pelleting and whether it is applied as a dry ingredient or liquid coating.
What Are the Challenges in Enzyme Applications for Animal Feed?
Accurate Dosing
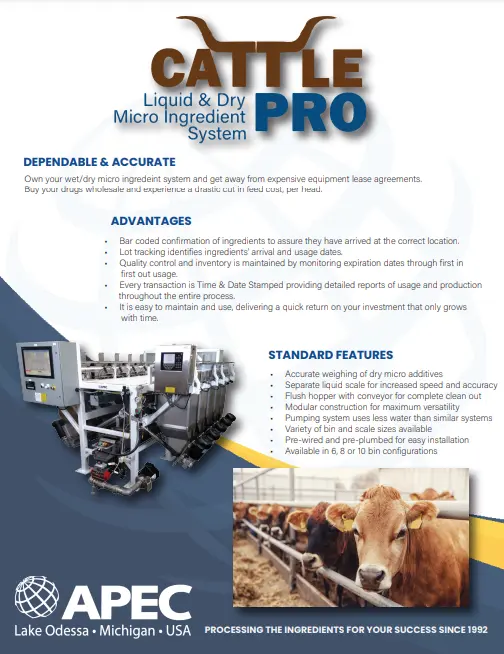
Many suppliers will ship enzymes in highly concentrated forms to reduce shipping costs. In addition, enzymes must be added in carefully measured amounts. Some enzymes can be applied at levels as low as 50 grams per ton of feed. This means accurate dosing is very important. It’s also important to have a clear picture of the enzyme’s potency and how to dilute it properly. This is true for both liquid and dry enzyme applications for animal feed. The measuring and mixing system for the enzyme and carrier must be highly accurate, and calibrated regularly to ensure it remains accurate. For this reason, accurate metering is one of the most important factors in successful animal feed enzyme applications.
Withstands Heat
Enzymes that are added to the feed prior to pelleting must be heat stable, or able to lose some potency without eliminating the overall effect. Most enzymes will start to break down when exposed to temperatures over 150, however high temperatures are also required to kill bacteria. To solve this problem, the enzyme must be protected from the heating process, applied in amounts where heat will not completely destroy the enzyme, applied after the heating process, or a heat-stable enzyme must be used.
Withstands Pelleting
Pellets require the right levels of moisture and the right density to retain their shape. If the dry enzymes added to the mix reduce the moisture content past a certain level, the pellets may begin to break apart more frequently, causing product loss and waste. Or, when using granulate enzymes, the particles must be the right size for the pellet, or this can also cause the pellets to break apart at later stages. This problem can be solved through careful testing, gentler treatment of the pellets, or by using enzyme applications for animal feed after the pelleting process.
Suitable for Application Equipment
When working with liquid enzymes, the application system must be designed to effectively handle the enzyme as well as the carrier. In some cases, a saltwater solution may be used as a carrier. If this is the case, it’s important to take corrosion into consideration. The spray nozzles and the equipment in general must be able to withstand corrosion from saltwater.
In other cases, the liquid enzyme may be injected into the fat application system. If the enzyme is first diluted with water, it cannot be introduced into the fat, or it will cause the fats to congeal and clog the application system. In some cases, utilizing an atomizing system, such as the Mistcoater, can solve these problems, since it does not require spray nozzles.
Characteristics of enzymes will vary depending on the type of enzyme and the manufacturer. It is important to work with the enzyme manufacturer to determine the optimum conditions for enzyme applications for animal feed. This can be true with the same enzyme manufactured by two different companies. With the enzyme characteristics and application methods in mind, it’s also important to work with your equipment manufacturer, and make sure that the system is designed properly. The right equipment can help manufacturers apply enzymes consistently while accounting for carrier type, corrosion concerns, dosing accuracy and application method.
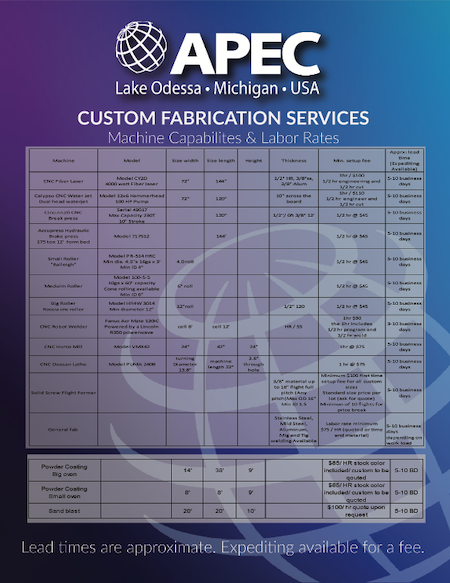
Choosing Equipment for Animal Feed Enzyme Applications
Successful enzyme applications for animal feed depend on accurate dosing, proper mixing and the right application method. Whether enzymes are added before pelleting, after pelleting, in dry form or as a liquid coating, the equipment must be suited to the material, carrier and production process.
APEC designs animal feed processing equipment for liquid coating, microingredient metering, and automated ingredient handling applications. Contact APEC to discuss equipment options for your animal feed production process.