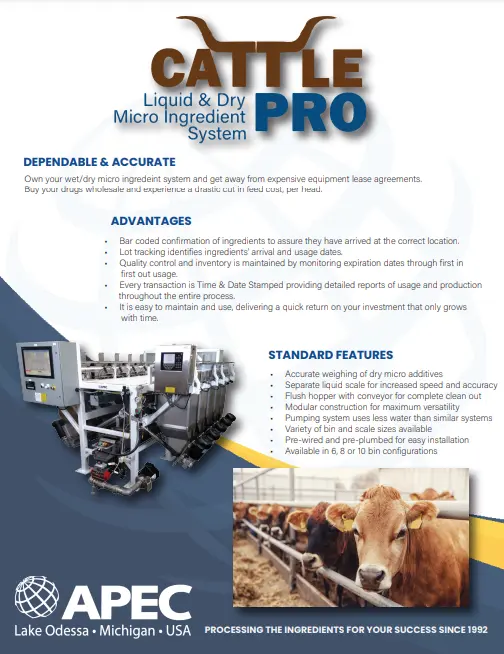
Ingredient handling systems are often designed around a set of expected material characteristics and assumed material flow properties. Engineers assume a certain bulk density, flow behavior or moisture range when selecting feeders and designing hoppers. In practice, ingredient properties rarely remain perfectly consistent. Changes in suppliers, seasonal raw material…
Read More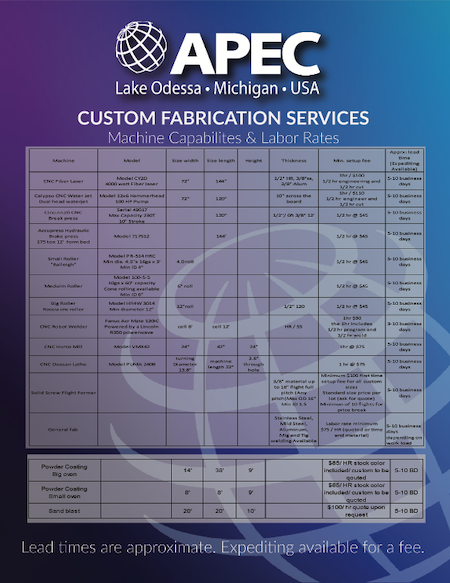
Custom Fabrication Services
View Now