Pneumatic conveying equipment use air to create propulsion that moves materials from one place to another. Though other types of mechanical motion, like belt conveyors or screw conveyors, can be more efficient, pneumatic conveyors offer a number of advantages. When working with particular materials, pneumatic…
Read More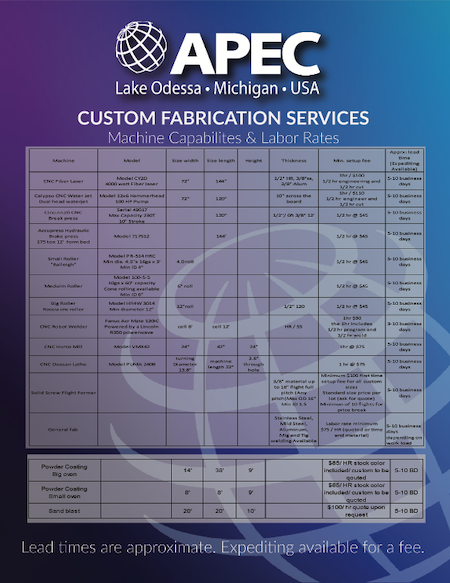
Custom Fabrication Services
View Now