In any industry, automation is based on goals: solving problems, minimizing risks, and reducing costs. The same is true for feed mill automation. There are a number of ways that feed mill automation can improve the end product and solve or reduce problems throughout the…
Read More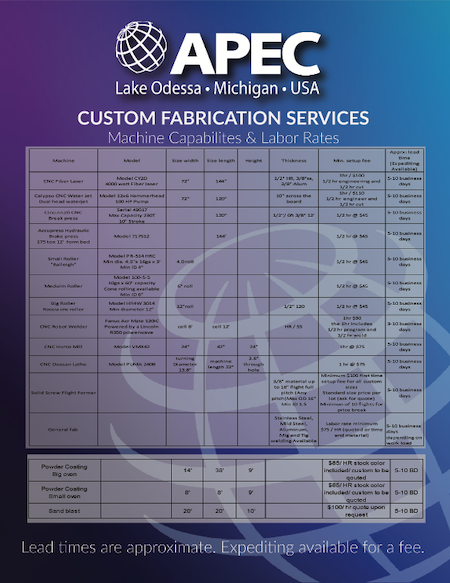
Custom Fabrication Services
View Now