Powder flow problems can cause frustration and hours of expensive downtime. These issues occur when bulk materials do not move consistently through processing equipment, leading to blockages, inconsistent output, or material buildup. In this guide, we’ll show you how to improve powder flow by identifying…
Read More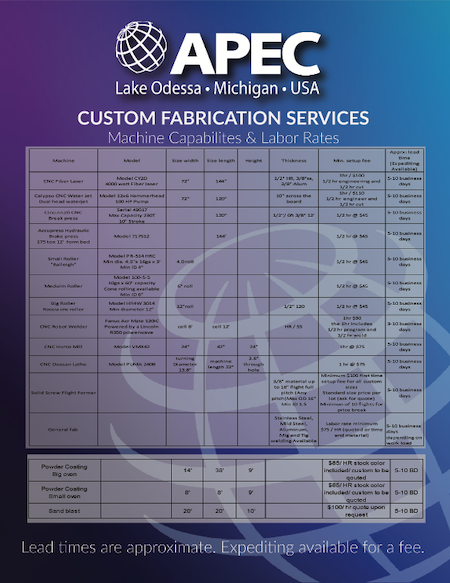
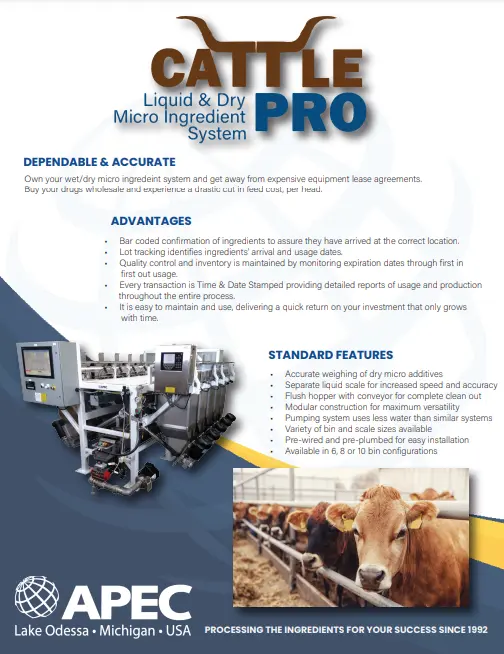
Custom Fabrication Services
View Now