Before investing in new process equipment, many manufacturers prioritize upfront cost. But a more important consideration is often overlooked: the equipment must match the process. Too often, standard equipment doesn't meet that requirement. No two food processing lines are exactly alike, so how could cookie-cutter equipment possibly fit every…
Read More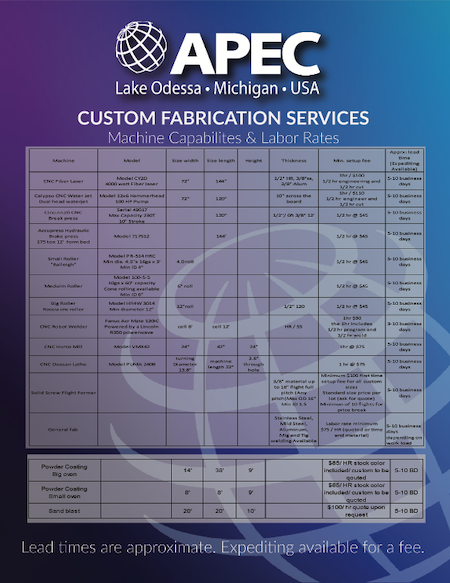
Custom Fabrication Services
View Now