Manufacturers have long struggled to uphold their product quality without compromising efficiency and consistency. Human error, significant product waste, and downtime associated with manual processing can have a significant impact on both your product quality and your ROI. In this blog post, we discuss a…
Read More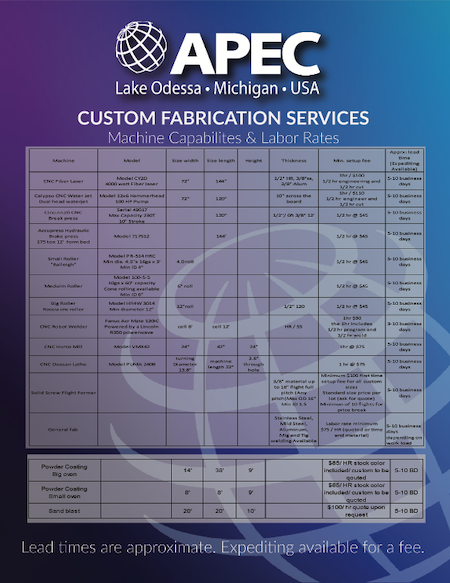
Custom Fabrication Services
View Now