As a leader in the food processing industry, you are dedicated to providing the best product possible. One of the most critical aspects of quality is having equipment that meets health and safety regulatory compliance requirements. Your customers trust that your products are safe to…
Read More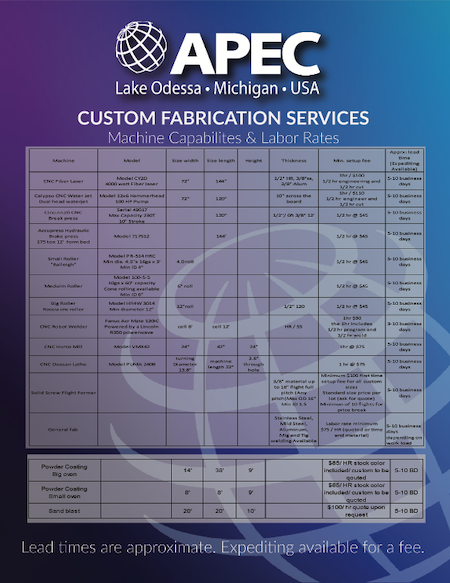
Custom Fabrication Services
View Now