Here are two case studies in which operations needed to expand and manufacturing capabilities needed to be increased along with how the APEC Premix System gave these companies the capability to meet their goals. Multinational Premix Company A premix company wanted to expand their operations…
Read More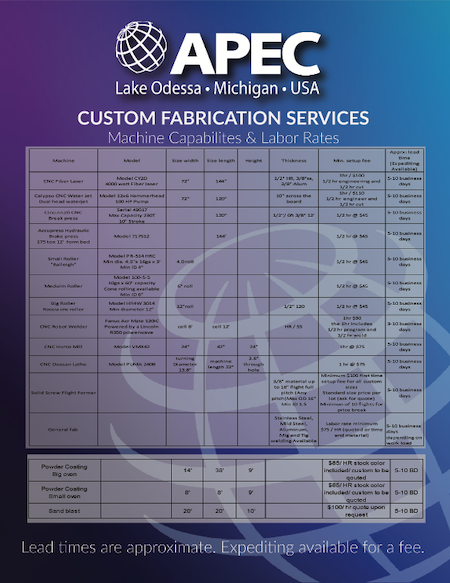
Custom Fabrication Services
View Now