Pet Food Industry Trends 2026 There are some strong trends emerging in the pet food industry for 2026. More emphasis is being put on ingredient transparency as owners want to know precisely what they are feeding their pets. Process automation and sustainable practices are also…
Read More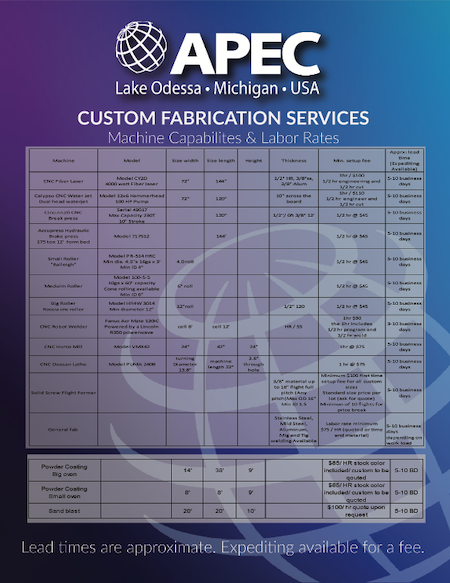
Custom Fabrication Services
View Now