The animal feed industry is among the highest producing industries in the world. According to Michigan State University’s website, by the year 2050 the global population will have increased from the current 7.6 billion to an approximate 9.2 billion. This means that food demands will…
Read More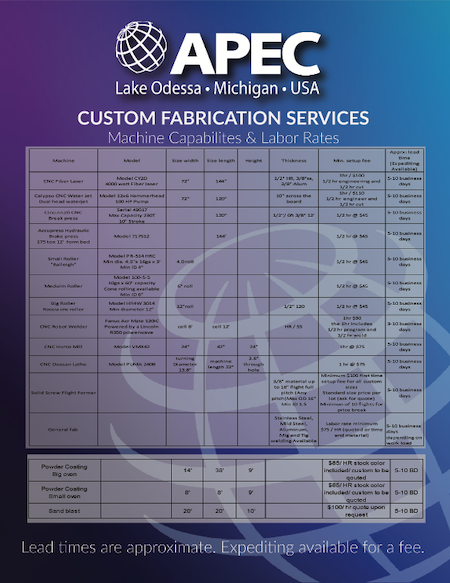
Custom Fabrication Services
View Now